 供應北京秦氏管道焊機QS-130TX焊機
供應北京秦氏管道焊機QS-130TX焊機 

管道焊機,管道自動焊機,北京秦氏管道焊機15201133137
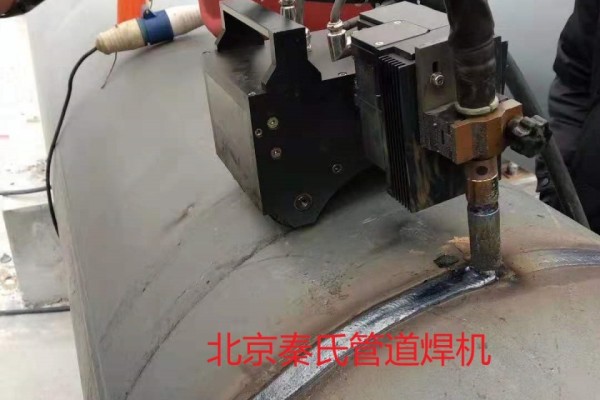
管道全位置自動焊機行走小車
Ø 適用管徑:130以上
Ø 適用壁厚:4-50MM
Ø 適用材質:碳鋼、不鏽鋼,合金鋼、低溫鋼等。【不鏽鋼有配套軌道】
Ø 適用焊縫:各種管段焊縫,如管子-管子焊縫、管子-彎頭焊縫、管子-法蘭焊縫、(必要時采用假管過渡聯接)
Ø 驅動係統;步進電機輪蝸輪蝸杆驅動 、
Ø 調速方式:按鍵加減調速;
Ø 調節方式:電動調節;
Ø 擺動係統:本公司專有技術產品,/步進電機擺動;
Ø 控製係統:本公司專有技術產品,數字控製
工作原理
采用管子固定、焊接小車行走的方式實現全位置管道自動焊接,焊接工藝采用高效率、低成本的CO2氣體保護焊。
結構概述及說明
管道全位置自動焊機由控製係統,焊接小車,焊接電源,送絲裝置及配件四大部分組成。
管道全位置自動焊機控製係統功能:
Ø 開關機鍵:關機狀態下長按5秒開機,開機狀態下長按5秒關機
Ø F1鍵:按下顯示係統序列號
Ø F4鍵:開機狀態下按f4鍵熄屏,再次按下點亮屏幕
Ø 電流鍵:按“+”電流遞增,按“-”電流遞減
Ø 電壓鍵:按“+”電壓遞增,按“-”電壓遞減
Ø 送絲鍵:按下開始送絲,鬆開停止送絲
Ø 焊接鍵:按下開始焊接,再次按下停止焊接
Ø 啟動鍵:按下啟動鍵會按照設定好的參數運行(搖擺,焊接,小車行走)
Ø 停止鍵:按下停止鍵將停止搖擺,焊接,小車行走功能
Ø 小車控製鍵:按下“開”下車行走,按下“關”小車停止
Ø 焊接速度鍵:按下“+”小車速度遞增,按下“—”小車速度遞減
Ø 正鍵:焊槍順時針旋轉
Ø 反鍵:焊槍逆時針旋轉
Ø 左鍵:焊槍向左移動
Ø 右鍵:焊槍向右移動
Ø 前鍵:小車向前運行
Ø 後鍵:小車向後運行
Ø 上鍵:焊槍向上微調
Ø 下鍵:焊槍向下微調
Ø 擺動鍵:焊槍左右擺動,再次按下停止
Ø 擺速鍵:按“+”鍵擺動速度遞增,按“—”鍵擺動速度遞減
Ø 擺寬鍵:按“+”鍵擺動寬度變寬,按“—”鍵擺動寬度變窄
Ø 左時鍵:按“+”鍵擺動在左邊停留的時間長,按“-”鍵擺動在左邊停留的時間短
Ø 右時鍵:按“+”鍵擺動在右邊停留的時間長,按“-”鍵擺動在右邊停留的時間短
Ø 步數鍵:按“+”鍵在擺動時按左右的速度快,按“-”鍵在擺動時按左右的速度慢
管道全位置自動焊機行走小車
Ø 適用管徑:130以上
Ø 適用壁厚:4-50MM
Ø 適用材質:碳鋼、不鏽鋼,合金鋼、低溫鋼等。【不鏽鋼有配套軌道】
Ø 適用焊縫:各種管段焊縫,如管子-管子焊縫、管子-彎頭焊縫、管子-法蘭焊縫、(必要時采用假管過渡聯接)
Ø 驅動係統;步進電機輪蝸輪蝸杆驅動 、
Ø 調速方式:按鍵加減調速;
Ø 調節方式:電動調節;
Ø 擺動係統:本公司專有技術產品,/步進電機擺動;
Ø 控製係統:本公司專有技術產品,數字控製
管道全位置自動焊機送絲裝置
Ø 送絲機可使用直徑為 0.8 - 1.6 mm的填充焊絲,焊絲盤直徑可高達300,寬105mm選擇填充焊絲時,切記焊絲的熔點與所需焊接的母材大致相同。
Ø 注意!當更換填充焊絲時,務必檢查送絲輪、送絲輪凹槽的形狀、尺寸以及導絲襯管與所使用的焊絲是否匹配。同時還須檢查所使用的極性是否適用於填充焊絲。
Ø 用戶可以通過調節送絲機構上送絲輪的壓力從而使得填充焊絲平穩順暢地進入導絲管與焊槍。
Ø 如需增加送絲輪壓力,可以順時針方向旋轉黑色的壓力調節旋鈕。
Ø 如需減小送絲輪壓力,則可以逆時針方向旋轉黑色的壓力調節旋鈕。
Ø 調節旋鈕上刻有壓力調節範圍。所使用壓力越大,所標示的刻度越醒目。
Ø 對於堅硬的碳鋼與不鏽鋼填充焊絲而言,需確保所設置的壓力足夠大,以免填充焊絲從送絲輪脫落。
Ø 注意!壓力過大易導致填充焊絲變形、受損,同時還易摩擦或破壞驅動輪軸承,從而縮短其使用壽命。驅動輪內有兩種不同尺寸的凹槽。用戶可打開驅動輪的緊固螺絲,旋轉驅動輪旋轉所需使用的凹槽。常用的凹槽朝向外麵。
操作程序
Ø 將焊接小車放到管段或工件上並加上二次線;
Ø 按下遙控盒操作麵板上的下降按鍵,在焊槍離工件10-15mm後【一般為焊絲的10倍】
Ø 按下遙控盒操作麵板上的上下按鍵,焊槍上升或下降;
Ø 按下遙控盒上的擺動按鍵,看焊槍在焊縫擺的寬度; 如擺動寬度不夠或者擺速左右定時不夠,可按遙控盒上的 擺速,擺寬,左時,右時的加減來進行調節
Ø 將焊接電流,電壓,及焊接小車轉速調到工藝參數要求的數值;
Ø 根據被焊工件的坡口寬度決定是否需要擺動(坡口寬,按下擺動按鍵後,調節擺速,擺寬,左右定時;坡口窄,可以調小擺動或者不擺動焊接);
Ø 根據焊接方向按下遙控盒上正反轉,
Ø 待焊接小車轉動後按下焊接按鍵;
Ø 焊接前分三步;調好擺動參數和焊槍的高度;第二調好小車行走的參數並行走;第三調好電流電壓在焊接;
Ø 焊接過程中注意焊槍是否對準焊縫中心,若有偏離,應及時調節;
Ø 如焊槍向左偏,按下遙控盒右鍵調節;向右偏,按下遙控盒左鍵調節;【焊接小車反方向時,側反調節】
Ø 焊接完成後;移走焊接小車,清理焊縫表麵;如使用藥芯焊絲
焊接工藝
1. 焊接位置;焊槍位置定位於垂直管道槍頭向下傾斜,
2. 擺動焊接
(1) 管道在焊接前,必須先按下擺動按鍵進行擺動定位,觀察兩邊擺動的位置與坡口邊間隙是否一致,一般情況下蓋麵層兩邊間隙留一個所用焊絲直徑寬度,正常情況下氣保焊機的填充厚度為2mm左右,如果蓋麵填充厚度大於2mm以上,擺動寬度不要大於焊道寬度,即使采用降低焊接速度的方法,注意調節焊道兩側的停留時間,否則極易引起兩邊焊道夾渣。中間填充層的擺動寬度以坡口內焊道熔合線寬度為準,焊道兩側的停留時間必須正確調節,實際焊接時以保證熔池自由過渡為準。
(2) 在填充層坡口間隙較小的情況下,遍填充可以采用小擺動,小電流電壓來進行。
(3) 擺動速度將影響焊接成形及焊接質量,因擺動的速度是與焊接規範、焊接速度(焊接小車的速度)、兩邊停頓時間結合在一起的,原則上是以焊接熔池的過渡時間為主,擺動的速度(與兩邊停頓時間)能保證焊道兩邊熔池前後各覆蓋大半個熔池為宜,速度過慢形成之字形焊縫。速度過快會造成焊道兩邊咬邊熔合不好的現象,此種情況在填充層焊接時極易產生夾渣。
(4) 擺動的左右停頓時間以焊接過程中熔池鐵水熔合到焊道邊沿為準,同時保證一個擺動周期內前後兩個熔池疊加大半,通常情況下左右停頓時間不超過100【即1秒】,機器出廠設定的擺動時左右停留時間調節範圍為0—200【即兩秒】。對於存在錯邊的焊道,在錯邊側適當增加停頓時間,保證焊道邊線熔合成形良好。
(5) 采用數字化控製的擺動方式,焊接過程中調節速度變化範圍大,會存在焊道成形變形,太快的擺動速度,焊道成形變劣。
3. 焊接規範
(1) 焊絲的幹伸長度(焊絲伸出導電嘴到焊接熔池高度)以10mm—15mm為宜,過長易造成焊接不穩定,氣體保護困難;過短熔池不易觀察,易堵塞焊槍噴嘴,燒損導電嘴。
(2) 氣體流量以所配流量計刻度指示25L/min左右為宜,過大及過小都會造成氣體保護不到位。氣體使用時必須經加熱,防止因液態氣體氣化而吸附水份,產生氣孔。
(3) 焊接電流、電壓,我們在後麵說明書中給了參考數據,但工程中實際應用會存在偏差,具體規範參數參照貴公司所對應的焊接工藝評定要求,一般通常所用的電流、電壓(焊接電流180A、焊接電壓28v),實際焊接過程中焊接電流、電壓參數匹配情況用經驗方法判斷,以電流為基準,焊接電壓增大,焊接電弧弧長增大(指焊絲熔化點向導電嘴方向移動),隨之引起電弧發軟、漂移不定、焊接不穩定,甚 有可能燒壞導電嘴;焊接電壓減小,焊接電弧弧長減小(指焊絲熔化點向熔池方向移動),焊接飛濺增大,電弧跳動,發生焊絲頂撞熔池現象,焊道外觀成形成焊溜狀,進而引起焊絲發紅、不燃燒、焊絲爆斷。以電壓為基準,與以上情況相反。正常的電弧長度在2mm左右。
4. 焊機設置
(1) 本公司采用國內外功能先進的焊接電源,隻要按起弧按鈕就可以實現自動焊接,收弧有是保證焊接結束的焊接接頭質量,特別是在大規範焊接時,收弧有功能可以保證焊接接頭沒有弧坑,當然收弧時填充弧坑的電流、電壓必須事先調節,調節方法參照焊機電源說明書;
(2) 按使用焊絲選擇實芯或藥芯焊絲開關;
(3) 氣保焊機一般帶有節電功能,在焊接停止7分鍾左右會自動切斷主機電源,如氣管漏氣會造成因沒有加熱源引起的CO2氣體流量計結霜損壞,氣管檢漏方法是在關閉檢氣開關及停止焊接狀況下,打開流量計閥,等待半分鍾,如果流量計的鋼球回到底,可以確認氣管管路無漏氣。
氣體的比例與焊絲焊接的應用
1 實芯焊絲;實芯焊絲主要用於管壁比較薄的一般5MM--8MM;電流 在120電壓18.6左右實芯焊絲熔點低電流小所以焊速相應慢氣體的比例AR80+CO2 20,使用這種比例的氣體焊道外觀成型光亮紋路細膩;如使用CO2的氣體外觀偏差;
2 藥芯焊絲;藥芯焊絲主要厚壁,藥芯焊絲熔點高電流大效率高,一般用於12MM—50MM;因本設備不打底在人工打底時要厚點這樣不易擊穿,我們在遍填充時把電流在170左右電壓22.6左右;第二遍—N遍後電流200左右電壓28.5左右;氣體CO2
3 不鏽鋼;實芯焊絲用於管壁一般在5MM—12MM,焊接方法模式1兩點滅弧法電流270左右電壓30.5左右;兩點滅弧擺動不能過寬一般在10MM左右;氣體比例AR+CO2
4 不鏽鋼;藥芯焊絲主要用於厚壁,一般12MM—50MM;不鏽鋼藥芯焊絲於碳鋼藥芯焊絲不同,有兩種方法可參考,種小電流135左右電壓19.6左右連弧使用;第二種模式2滅弧電流200左右電壓28.5左右; 氣體CO2,以上所有使用都要氣體加熱,焊接電源自帶插頭.
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員
|
北京秦氏管道科技有限公司
該用戶未通過認證 |
|||
| 主營產品: | 聯係人: | 秦麗民 | |
|---|---|---|---|
| 資質認證: | 郵 件: | ||
| 開店時間: | 2019-10-22 | 電 話: | 010-62817931 |
| 所在地: | 手 機: | 15201133137 | |
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員
















 京公網安備 11010502031237號
京公網安備 11010502031237號