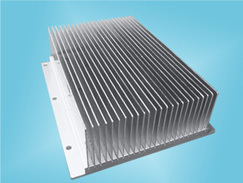
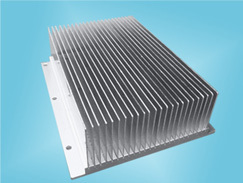
 亞航插片散熱器的生產工藝流程
亞航插片散熱器的生產工藝流程 
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員
|
鎮江亞航電子散熱器有限公司
該用戶未通過認證 |
|||
| 主營產品: | 電子散熱器,型材散熱器,插片散熱器,變頻器散熱器,鎮江電子散熱器 | 聯係人: | 徐亮 |
|---|---|---|---|
| 資質認證: | 郵 件: | yhdzsrq@126.com | |
| 開店時間: | 電 話: | 0511-83390558 | |
| 所在地: | 鎮江新區大路鎮大姚公路東側 | 手 機: | 15305280777 |
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員
鎮江亞航電子散熱器有限公司(原鎮江新區亞星電子散熱器廠)位於鎮江新區大路工業園,交通便捷。本公司是生產型材散熱器廠家,公司擁有成套的專業加工設備和氧化生產線,具備了一定規模和生產能力,產品質量嚴格按照 國家標準 GB/T7423.3-1987 規定檢測。














 京公網安備 11010502031237號
京公網安備 11010502031237號