 供應精密點焊機 漆包線精密點焊機 精密電子點焊機
供應精密點焊機 漆包線精密點焊機 精密電子點焊機 
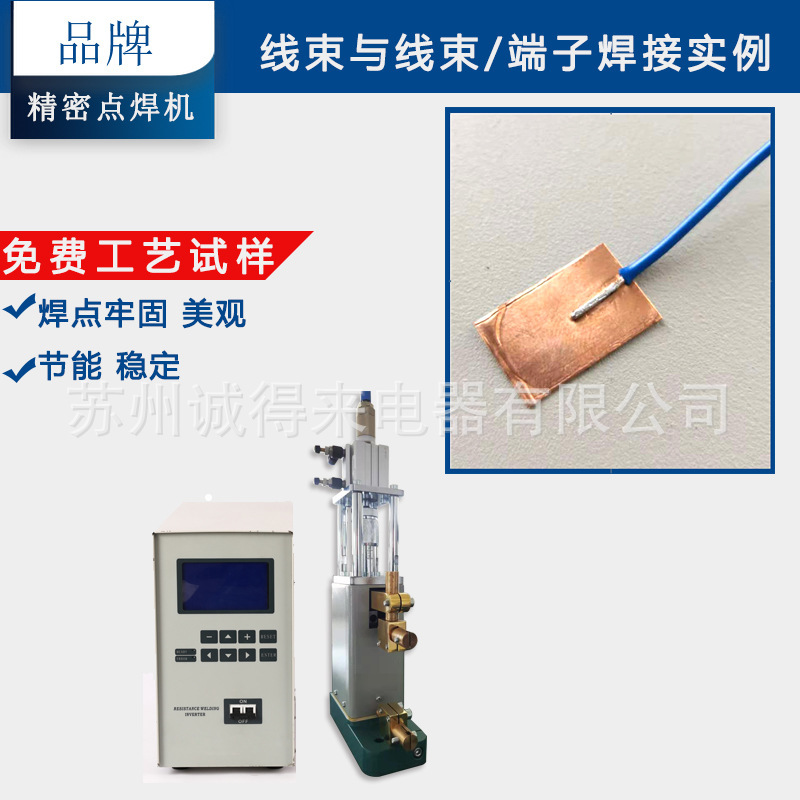
精密點焊本機采用精密逆變焊接電源,簡易的數字化人機界麵,精密的電流控製,廣泛應用在各種自動化點焊機,自動化對焊機和各種行業自動化點焊專機上,作為本公司的一款入門級的點焊機,本係列點焊機采用初級定電流控製方式,控製精準、型號多樣,通過集成在自動化專機上,廣泛應用在電池,貼片電感,空心線圈,漆包線等電子元器件行業中。
影響
一、焊機焊接電流因素
因為電阻產生的熱量與通過的電流的平方成正比,所以焊接電流是產生熱量的醉重要的因素。焊接電流的重要性還不單純指焊接電流的大小,電流密度的高低也是十分重要的。
二、焊機壓力因素
精密點焊機焊接過程中加壓力是熱量產生的重要因素。加壓力是施加給焊接處的機械力量,通過加壓力使接觸電阻減少,使電阻值均勻,可防止焊接時的局部加熱,使焊接效果均勻同時可以抑製熔化的金屬形成飛濺噴出。
三、通電時間因素
精密點焊機通電時間同時也是產生熱量的重要因素,通電產生的熱量先通過傳導來施放,即使總的熱量一定,因為通電時間的不同,所以焊接處的醉高溫度也不同,焊接結果也不一樣。
四、電流波形因素
精密點焊機發熱及加壓在時間上的醉佳組合對於點焊機是十分重要的,因此焊接過程中各瞬間的溫度分布一定要合適。根據被焊物的材質以及尺寸,使其在一定時間內流過一定的電流,對於接觸部的發熱,若加壓遲緩,將引起局部加熱,惡化點焊機焊接的效果。另外,若電流急劇停止,焊接部驟冷會發生裂痕和材質脆化的情況。所以,應在主電流通過的之前或之後,先通小電流,或在上升和下降電流中加入脈衝。
五、材料的表麵狀態因素
對精密點焊機接觸電阻與接觸部的發熱是直接相關的因素,在加壓力一定時,接觸電阻決定與焊接物表麵的狀態,即材質決定後,接觸電阻取決於金屬表麵的細小凹凸與氧化膜。細小凹凸有利於得到接觸電阻期望的發熱範圍,但由於氧化膜的存在,使電阻增大,會導致局部加熱,所以還是應當清除掉。
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員
|
巴馬電器蘇州有限公司
該用戶未通過認證 |
|||
| 主營產品: | 聯係人: | 武月 | |
|---|---|---|---|
| 資質認證: | 郵 件: | ||
| 開店時間: | 2020-02-28 | 電 話: | |
| 所在地: | 手 機: | 13915594659 | |
免責聲明:以上所展示的信息由會員自行提供,內容的真實性、準確性和合法性 由發布會員負責。中國路麵機械網對此不承擔任何責任。
友情提醒:為規避購買風險,建議您在購買相關產品前務必確認供應商資質(營業執照等證件)及產品質量。我們原則上建議您選擇經過中國路麵機械網認證的 守信通 會員













 京公網安備 11010502031237號
京公網安備 11010502031237號